- Tensile test related to the mechanical testing of number of materials, metals and alloy products subjects a machined or full section specimen of the material under examination to a measured load sufficient to cause rupture.
- We have installed servo computerized Universal Testing Machine of 1000 KN with front open crossheads & hydraulic grips. It is equipped with 32 bit Micro controller for basic testing operation and close loop servo control for controlling and executing the Load Rate and Cross Head Travel Rate Operations which gives highly accurate and repetitive results.
- The equipment also having the facility of real time graphs like: Load – Elongation, Load – Extension, Stress – Strain and Load – Time and user defined printable reports.
- We have also installed fully computer controlled Universal Testing Machine of 100 KN specially for accurate result of Thin Sections, Wires, Ropes, Rubber, Plastic, Fabric, packing strips etc.
- The equipment can do variety of tests like Tension, Compression, Transverse, Peel off; Bend, Shear, etc are conducted.
- The cross head travel is fully computer controlled. It is also having facility of real time graphs like: Load – Elongation, Load – Extension, Stress – Strain and Load – Time and user defined printable reports
- A Charpy V-notch impact test is a dynamic test in which a notched specimen is struck and broken by a single blow of a freely swinging Pendulum.
- The pendulum is released from a fixed height in a specially designed testing machine. The measured values may be the energy absorbed, the percentage shear fracture, the lateral expansion opposite the notch, or a combination there of.
- We have installed Digital Combined ASTM and ISO Charpy Impact Testing Machine of 300 J capacity.
- A motorized Broaching Machine and Digital Portable Microscope is also installed to make and measure the notch very accurately.
Rockwell cum superficial Hardness Test
- We have installed digital motorized combined Rockwell cum superficial hardness testing machine. The equipment is having large LCD display and key board entry for scale selection and preparing reports.
- The equipment can be connected to the computer to prepare computerized report and statistical analysis.
Vickers cum Brinell Hardness Test
- We have installed Vickers cum Brinell hardness testing machine. The equipment is having the load range of 1 Kgf to 250 Kgf.
- The equipment is having very wide range and gives highly accurate, reliable and repetitive results.
- We have installed portable dynamic hardness testing machine to check hardness in confined spaces, on large & heavy components, permanently installed parts with low test expenditure.
- The machine has built in conversion facility for given material to convert ‘D’ value to Vickers (HV), Rockwell (HRB, HRC), Brinell (HB), UTS scales.
- The equipment is having alpha numeric display and can be connected to printer to make the report. The machine also having in built memory which can store the results.
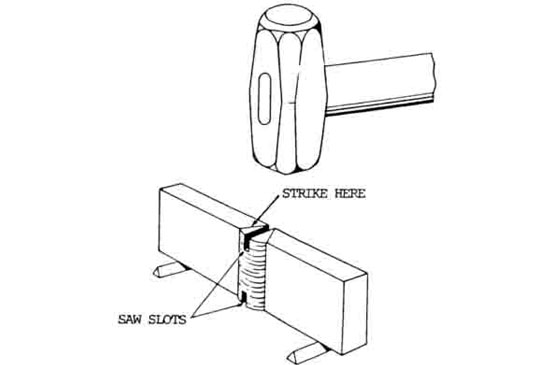
- This test is performed to reveal internal imperfections such as slag inclusion, lack of fusion, incomplete
penetration, porosity, etc in a butt weld. An artifical notch or a groove is intentionally introduced by a
hacksaw or a cutting disc on the weld face, along the primary axis of the weld to facilitate fracture in the
centre line of the weld. The depth of the notch is approximately 2 to 3mm depending on the thickness of
the weld. In thin materials, the depth of the notch may be less than 2mm. The weld specimen is then
mechanically bent to fracture along the weld centre line and the cross section is visually examined for
imperfections.
- The bend test is one method for evaluating ductility, but it cannot be considered as a quantitative means of predicting service performance in all bending operations.
- The severity of the bend test is primarily a function of the angle of bend of the inside diameter to which the specimen is bent, and of the cross section of the specimen.
- For seamless tubes this test is carried out. This test consists of driving a tapered mandrel having a slope of 60° included angle into a section cut from the tube.
- And thus expanding the specimen until the inside diameter has been increased to the extent required by the applicable material specifications.
- The flange test is intended to determine the ductility of the tubes and their ability to withstand the operation of bending into a tube sheet.
- The test is made ona ring cut from a tube, and consists of having a flange turned over at right angles to the body of the tube to the width required by the applicable material specifications.
- The flattening test as commonly made on specimens cut from tubular products is conducted by subjecting rings from the tube or pipe to a prescribed degree of flattening between parallel plates.
- The severity of the flattening test is measured by the distance between the parallel plates and is varied according to the dimensions of the tube or pipe.
- The flattening test specimen should be flattened coldto the extent required by the applicable material specifications.
REVERSE FLATTENING & REVERSE BEND TEST
- The Reverse Flattening and Reverse Bend test is designed primarily for application to electronic welded tubing for the detection of lack of penetration or overlap resulting flash removal in the weld.
- For reverse flattening test the Specimen is split longitudinal 90° on each side of the weld. The sample is opened and flattened with the weld at the point at maximum thickness of four times the wall thickness, with the mandrel parallel to the weld and against the original outside surface of tube.
- The weld shall be at the point of maximum bend. There shall be no evidence of cracks or of overlaps resulting from the reducing in thickness of the weld area by cold working.
- The crush test, sometimes referred to as an upsetting test, is usually made on boiler and other pressure tubes, for evaluating ductility.
- The specimen is a ring cut from the tube, placed on end and crushed endwise by press to the distance prescribed by the applicable material specifications.





.png)